
조직자르기 위해 바이브라톰 사용할 떄
가장 많이 사용되는 마이크로톰, 동결절편기(Cryostat), 슬라이딩 마이크로톰, 회전식 마이크로톰 및 진동 블레이드 마이크로톰의 제조업체로서 라이카 바이오시스템즈는 특정 응용 분야에 필요한 마이크로톰이 무엇인지, 그리고 모든 기능을 갖춘 하나의 장비만 구매하여 사용할 수 없는지, 왜 이 분야에서 이 제품을 권장하는지 등에 대해 자주 질문을 받습니다 이 글에서는 진동 블레이드 마이크로톰의 장점과 단점에 대해 설명합니다.
다른 마이크로톰 장비는 동결 또는 파라핀 포매를 통해 조직을 경화시켜야 합니다. 이는 칼날이 아무리 날카로워도 연조직 덩어리 안으로 밀어 넣으면 칼날 앞에 있는 조직을 절단하지 못하고 압박하기 때문입니다. 뒤로 밀 수 있을 정도로 압축되면 조직이 절단될 수도 있지만 직선으로 통과하지 못한 경우 블레이드 경사와 균일하지 못한 압축으로 인해 편향이 발생합니다. 그러나, 연조직은 절단 날을 앞뒤로 빠르게 이동시켜 절단할 수 있으므로 절단 날을 천천히 앞으로 움직이면 톱질을 한 듯한 효과를 얻을 수 있습니다. 왜 부드럽게 자르나요?
진동 마이크로톰의 장점:
- 세포막을 파괴하지(동결 시 자주 파괴됨) 않으며 세포액이 남아 있습니다.
- 염색은 더 선명하고 세포 외 조직에 세포액이 없습니다. HRP 등에 유리합니다.
- 세포를 생존시킬 수 있습니다. 절단하는 동안 조직 안으로 산소를 공급할 수 있습니다.
- 빠르게 설치하고 플랫폼에 조직을 부착할 수 있습니다. 캡슐화가 필요하지 않습니다.
진동 마이크로톰의 단점:
- 동결절편기나 회전식 또는 슬라이딩 마이크로톰보다 작동이 훨씬 느립니다.
- 절편은 50미크론 이상의 두꺼운 절편이어야 합니다.
- 절편을 채취하는 덩어리가 너무 두꺼워서는 안 됩니다.
진동 박편 절단 시 발생하는 문제점.
블레이드 각도:
블레이드는 원하는 각도로 설정할 수 있습니다. 올바른 블레이드 각도는 블레이드의 특성에 따라 달라집니다. 그러나, 부정확한 블레이드 각도 사용에 따른 결과는 절단되는 재료의 특성에 따라 다릅니다. 아래 그림을 참조하십시오.
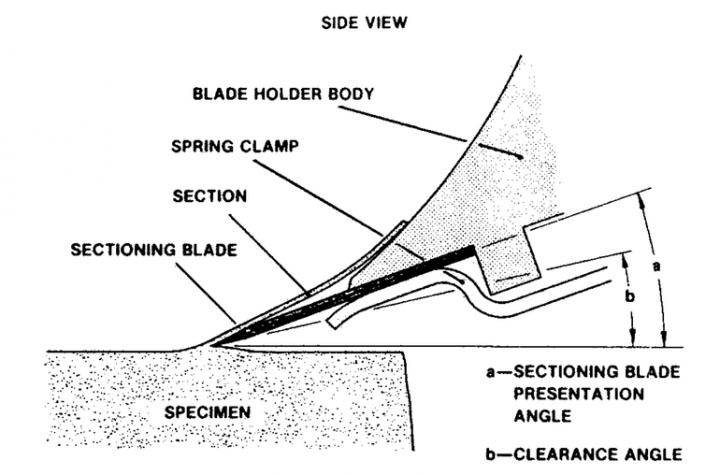
이전 설명서에 있는 이 이미지에는 실제 블레이드 각도 및 여유각이 잘못 제시되어 있습니다. 절편 제작 시 절단 날의 각도글을 참조하십시오. 블레이드 각도는 블레이드 본체와 움직이는 방향 사이의 각도입니다. 블레이드 전면 가장자리에는 경사면이 있습니다. 이는 블레이드 제조에 필요합니다. 여유각은 하단 경사면과 움직이는 방향 사이의 각도입니다. 블레이드 각도에 따라 조직이 절단 날 전면에서 위쪽으로 구부러집니다. 이렇게 하면 구부러진 절편의 한쪽 면에 있는 세포가 압축되고 반대 쪽에 있는 세포는 팽창됩니다. 항상 이러한 왜곡을 최소화해야 합니다. 하지만 블레이드 각도가 0이라도 경사면으로 그대로 있기 때문에 여유각은 마이너스가 됩니다. 하단 경사면의 뒤쪽이 아래로 밀려나가 덩어리가 지나갈 때 이를 압축하고 조직을 따라 밀어 넣습니다. 이는 어떤 응용 분야에서도 매우 바람직하지 않습니다. 이를 방지하기 위해, 블레이드의 경사면과 앞으로 미는 경로 사이의 각도가 반드시 0보다 커야 합니다. 각도가 0이더라도 약간의 마찰은 있습니다. 약 1°의 각도가 가장 완벽합니다. 이보다 더 좋은 방법은 없습니다.
진동의 진폭
장비의 고유 진동수와 관련된 이유로 동일한 범위에서 앞뒤로 움직이는 속도를 높이는 것은 기계 사용 시 권장되지 않습니다. 그러나, 진동의 진폭을 증가시키면 각 진동수가 동일한 상태에서 절단 날이 조직을 통과할 때 더 빠르게 이동할 수 있습니다. 진폭이 커져 조직이 심하게 찢어지거나 블레이드가 수직으로 진동하지 않는 한, 진폭이 클수록 더 효과적이며, 특히 조직을 압축할 때 효과적으로 사용할 수 있습니다.
전진 속도
절단 날이 조직 덩어리에서 빠져 나오거나 조직을 압축하는 경우 더 천천히 앞으로 미는 것이 좋습니다. 생조직 절편에서 칼슘 이중 형광 영상촬영과 같이 가장 중요한 부분에 사용하는 경우 절편을 만들 때 조직이 여전히 살아 있다면 절편당 약 10분 정도로 더 천천히 하는 것이 좋습니다. 이는 작업 시간과 절편 품질을 비교하여 얻어낸 절충안입니다.
두꺼운/얇은 절편
장비가 서로 다른 두께(얇은 절편과 두꺼운 절편)로 번갈아 가며 절단하는 경우 몇 가지 원인이 있을 수 있습니다. 마이너스 여유각이 일반적인 원인이며, 블레이드 각도가 너무 낮은 경우에도 원인이 될 수 있습니다. 그 밖에도 단단하게 고정되지 않을 경우도 원인이 됩니다. 받침대와 그 위에 올려 놓은 조직 또는 블레이드가 단단하게 고정되지 않은 경우에도 발생할 수 있습니다. 가급적이면 손이 베이지 않도록 조심하면서 한 번에 하나씩 잡고 작업하는 것이 좋습니다. 그 밖에도 조직이 지지대에 비해 너무 길면 윗부분이 흔들려서 조직이 움직일 수 있습니다. 가능한 한 덩어리를 작게 자릅니다. 또는 조직을 더 잘 지지할 수 있는 방법을 찾는 것이 좋습니다.
라이카 바이오시스템즈 Knowledge Pathway 콘텐츠는 에서 이용할 수 있는 라이카 바이오시스템즈 웹사이트 이용 약관의 적용을 받습니다. 법적고지. 라이카 바이오시스템즈 웨비나, 교육 프레젠테이션 및 관련 자료는 특별 주제 관련 일반 정보를 제공하지만 의료, 규정 또는 법률 상담으로 제공되지 않으며 해석되어서는 안 됩니다. 관점과 의견은 발표자/저자의 개인 관점과 의견이며 라이카 바이오시스템즈, 그 직원 또는 대행사의 관점이나 의견을 나타내거나 반영하지 않습니다. 제3자 자원 또는 콘텐츠에 대한 액세스를 제공하는 콘텐츠에 포함된 모든 링크는 오직 편의를 위해 제공됩니다.
모든 제품 사용에 다양한 제품 및 장치의 제품 정보 가이드, 부속 문서 및 작동 설명서를 참조해야 합니다.
Copyright © 2025 Leica Biosystems division of Leica Microsystems, Inc. and its Leica Biosystems affiliates. All rights reserved. LEICA and the Leica Logo are registered trademarks of Leica Microsystems IR GmbH.